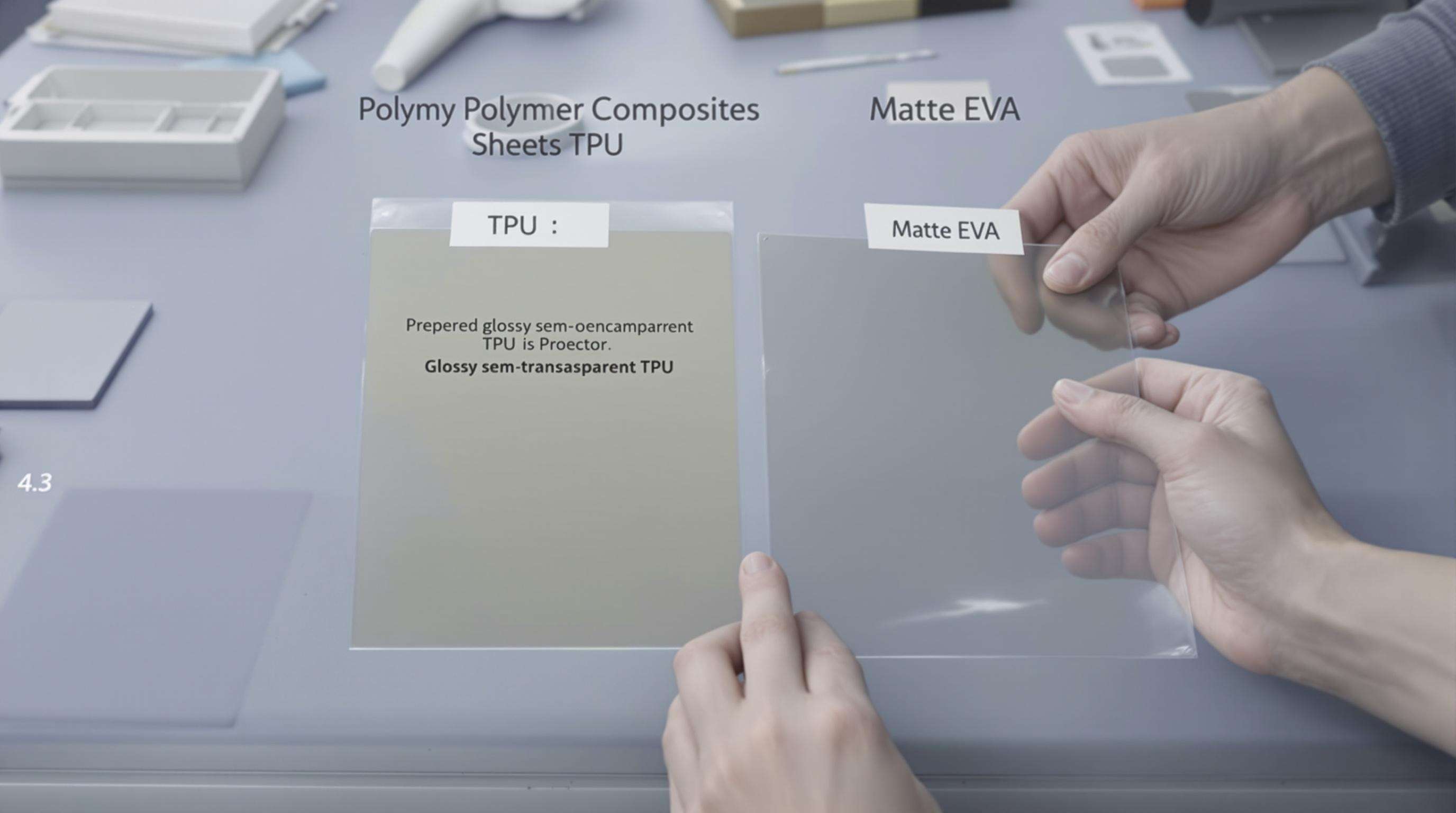
Valget af passende materialer er nøglen til beskytterens ydeevne; det er det punkt, hvor biomekanik (for den højeste energiabsorption ved 1. kollision) møder ergonomi (for den korteste afstand for kraften til rygraden). Formtilpassede polymerkompositter er almindelige i moderne designs, fordi deres energiabsorptionsegenskaber kan tilpasses behovet. Overholdelse af slagdæmpningsstandarder såsom EN 1621-2 begrænser yderligere de anvendte materialers type, og omkostningseffektivitet spiller en afgørende rolle for valget mellem TPU (termoplastisk polyurethan) og EVA (ethylen-vinylacetat). De strenge leverandørkvalifikationskrav sikrer stabilisering af råmaterialer mellem produktionsbatcher.
Takket være sofistikerede polymerkompositter som en hybrid-TPU-glasfiberlag eller kulfiberforstærket plastik varierer stivheden specifikt i de respektive beskyttelseszoner. Disse fremskridt gør det muligt for nye viskoelastiske skum at nedbryde 72-85% af den energi, der udvikles under en højhastighedsimpakt, samtidig med at de er 15% mere fleksible end deres traditionelle modstykker. Producenter anvender lukket formprocesser til kompositter, hvilket også vil hjælpe med at reducere porøsitet, der udvikles i produktet, og dette kan ophæve den styrke, som produktet måske har.
EN 1621-2:2014 kræver, at rygplader maksimalt må registrere 18 kN i 50 J-impakttester, en parameter som kræver materialer med den rette grad af kompressionsbestandighed. Og med laboratorietests fra tredjepart, som bekræfter, at disse TPU-plader er i stand til at opnå transmissionsværdier på 9-12 kN i stedet for EVA's 14-17 kN, er konklusionen tydelig. De 24 % bedre præstation hænger direkte sammen med reduceret risiko for rygskader ved motorcykeluheld, som dokumenteret i biomekaniske simulationer.
Selvom TPU er stærkere, er dets pris på 38 USD/kg tre gange så høj som EVA's 12 USD/kg. TPU-EVA-hybridisering: Materialeomkostningerne reduceres med 40 % ved brug af plader med zonedefineret TPU-EVA-hybridisering, uden tab af certificerede beskyttelsesniveauer. Livscyklusanalyser har bevist, at TPU's levetid på 8 år (mod EVA's 5 år) yder 19 % bedre præstation over en 10-årsperiode, trods de oprindelige prisforskelle.
Topfabrikanter gennemgår polymerleverandører via en 12-punkts tjekliste:
Produktion af rygbeskyttere afhænger stærkt af avancerede termoformningsteknikker for at opnå balance mellem strukturel integritet og ergonomisk design. Tre kritiske procesoptimeringer dominerer moderne produktionsarbejdsgange.
Vakuumformning er den mest udbredte produktionsmetode til rygbeskyttelser, fordi det er en økonomisk proces, der tillader prototyping og mellemstore serier. Nyere udviklinger har forbedret cyklustider med 30–45 % ved anvendelse af infrarød opvarmning af polymerplader med en hastighed, der er 2,3 gange hurtigere end den traditionelle metode. Dette blev opnået ved optimal formtemperatur (130–150°C for TPU-kompositter), hvilket reducerer materialedeformation og tillader fastholdelse af konstant vægtykkelse (1,2–1,5 mm) på de krummede overflader. I dag tillader automatiserede pladeforsyningsenheder kontinuerlig drift og reducerer dødtid mellem cyklusser til under 12 sekunder.
Komprimer til rygkanaludformning og ribbestødzoner, formet ved 8–15 bar tryk for nøjagtig gengivelse af <0,5 mm mønsterdetaljer. Komponenterne formes samtidigt ved hjælp af multitrappeværktøj, der danner EVA-skumkerner og TPU-ydersider i en cyklus på 90 sekunder. Samtidig tilpasser integrerede tryksensorer fyldningsmønsteret og reducerer materialeoverskud med 22 % sammenlignet med konventionelle vakuum-systemer. Denne proces er afgørende for CE-mærkede beskyttelser, hvor præcise dimensionstolerancer kræves iht. EN 1621-2-specifikationen.
Ujævn køling er stadig den vigtigste faktor i forvrængning af termoformede rygbeskyttere. Konforme kølekanaler, strategisk placeret, fremskynder varmeafledningshastigheden med op til 40 %, især i tykkere områder ved seleremmen. Nylige simuleringer viser, at aktiv kvælstofkøling reducerer risikoen for forvrængning med 20–25 % i forhold til passive luftsystemer. Hurtig køling under 60 °C kan dog udløse mikrorevner i polymermatricerne – hvilket er et afgørende aspekt at tage højde for i forbindelse med validering af ydelse ved flere sammenstød.
Laserbaserede automatiserede tykkelsesmålingssystemer anvendes i produktionen af rygbeskyttere for at opnå tolerancer på ±0,1 mm over partier. Disse systemer bruger spektralanalyse til at registrere risikoen for afbladning i flerlagskompositter under termoformning – afgørende for opfyldelsen af EN 1621-2's krav til stødabsorption. PLC-funktionalitet er integreret, hvilket tillader automatisk frakastning af ikke-konforme enheder og opdatering af SPC-statistikker (statistisk proceskontrol) hvert 15. sekund.
CE-certificerede producenter anvender ANSI Z1.4-tværplansmetoder for at sikre, at 8 % af produktionsserier testes og dokumenteres i overensstemmelse med ISO 17025. Nye EU-audits fokuserer på sporbare udtagningsperioder – hvis du kører en produktion på 50.000 beskyttelsesplader, vil teknikere udtagne 12 stykker i timen til tryk/skærevinkel-test med blockchain-dokumenterede data. Dette opfylder Europa-Kommissionens opdaterede PPE-regulering fra 2024, som kræver mindst 95 % konfidens i påvisning af eventuelle fejl i PPE, der anvendes i afgørende sikkerhedskomponenter.
Anvendelsen af parallelbehandling har resulteret i en 18–22 % reduktion af produktionstiden for beskyttere sammenlignet med traditionelle lineære metoder. Ved at overlægge forberedelsen af materiale og formningsprocessen kan flere operationer udføres samtidigt, og der er ingen tab af stødmodstand i forhold til CE EN 1621-2. Intelligent planlægningssoftware optimerer ressourceudnyttelsen på flere maskinlinjer, hvilket fører til en 34 % reduktion af ledetid for værktøjer i masseproduktion. Udstyr til realtidsovervågning reducerer også flaskehalse ved at synkronisere ændringer i formtemperaturen med nedstrøms kvalitetsinspektion.
Tværtrænede operatører gør produktionen fleksibel, idet maskinerne opnår en udnyttelsesgrad på 92 % i 24/7 rygbeskytterproduktionscyklusser. Med modulære træningskurser i kompressionsformning og automatiseret tykkelscalibrering er skifteovergangstiden reduceret med 41 %. Simuleret onboarding reducerer færdighedsindlæringsperioden fra 14 uger til 6 dage for termoformningsmaskinoperatører, hvilket er afgørende for at fastholde CE-certificering for alle arbejdsskift.
ved optimering af materialeudbyttet opnår producenterne en betydelig besparelse på produktionsomkostningerne for rygbeskyttelser. CAD-baseret nesting-algoritme reducerer affald af polymerplader med 15-22 %. Dette sparer materiale og gør det muligt for konstruktionerne at beholde deres form ved hjælp af kompenserede snitmønstre. Nogle visuelle ændringer hjælper med at øge udbyttet – systemer til realtidsovervågning hjælper ved at finde fejl tidligere, hvilket kan reducere affaldsprocenten med 8-12 % (i procent) over en hel kontinuerlig produktionsløb.
Rygbeskyttere udgør 25-30% af de samlede produktionsomkostninger i forhold til energi. Ved overgangen til servoelektriske formningsmaskiner reduceres energiforbruget med 35% sammenlignet med hydrauliske systemer. Intelligente HVAC-systemer med tilstedeværelsessensorer reducerer facilitetens energibehov med 18%, mens 12% af bevægelsesenergien kommer tilbage til live ved brug af regenerativ bremseteknologi på transportbånd. Gennemsnitligt er tilbagebetalingstiden på disse forbedringer mindre end 18 måneder gennem de realiserede dollartab på energi og vedligeholdelse.
Tyve til fyrre procent genbrugte polymerer – såsom post-consumer PET og genbrugt TPU – bliver nu anvendt af industriledere i rygplader, hvilket muliggør EN 1621-2 stødtålighed, mens besparelsen af ny plast pr. enhed er op til 32 %. Avancerede blandingsmetoder sikrer ensartet materialeydelse, og tests viser sammenligneligt energiabsorptionsniveau som konventionelle skumtyper ved en 16 % lavere vægt.
Fremadstormende producenter anvender polymergenvindningssystemer, der recyclerer 92 % af produktionsaffaldet til nye beskyttelsesplader, og dermed reduceres råmaterialeomkostningerne med 0,18–0,35 USD pr. enhed. Her deles brugte beskyttelsesplader automatisk op i basispolymerer og tilsætningsstoffer, og en genvindningsrate på 85 % opnås. For at sikre fuld sporbarhed mellem råmateriale og færdigprodukt overvåges materialet i realtid med RFID-taggene.
Polymerkompositter såsom en hybrid-TPU-fiberglaslag eller kulstof fiberarmeret plast er almindelige på grund af deres tilpassbare stivhed og evne til energiabsorption.
Selvom TPU er stærkere, er det mere dyrt end EVA. En TPU-EVA-hybrid kan reducere omkostningerne med 40 % uden at miste beskyttelseseffektiviteten.
Termoformning er afgørende, da den skaber balance mellem strukturelt og ergonomisk design gennem processer som vakuum- og kompressionsformning.
Ved at indføre parallelprocesser kan producenter reducere leveringstiden med 18–22 % og dermed forbedre den samlede produktions-effektivitet.
 Seneste nyt
Seneste nyt2025-12-08
2025-09-15
2024-12-30
2024-12-23
2024-12-09
2024-12-02
F/6, bygning 3, industripark i Hongyue, Huailin Road 27, Humen Town, Dongguan City, Guangdong, Kina
Copyright © 2024 Shiny Sports alle rettigheder forbeholdes Fortrolighedspolitik









